
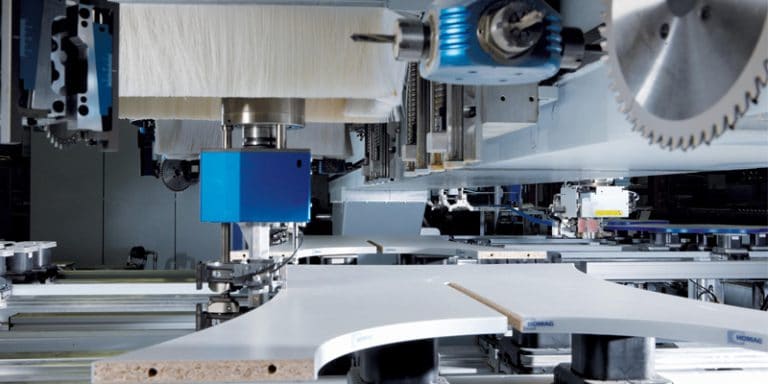
پانل بر افقی اتوماتیک و پانل بر عمودی MDF دو مدل از مهمترین ماشین آلات صنعت چوب است که برای صفحات مختلف مورد استفاده قرار میگیرند. برش صفحات یکی از دغدغه های بزرگ تولیدکنندگان بشمار می آید و معمولاً برای برش ضخامت به صورت سنتی از دورکن (دستگاه برش ام دی اف) یا همان اره مجموعه، چند کارهها و میز برش سنتی و .. استفاده می گردد که علاوه بر امکان خطا در برش، کیفیت نهایی برش نیز مطلوب نیست.
به طور کلی پانل بر افقی برای مجموعههایی (کارگاه یا کارخانه) پیشنهاد می شود که تیراژ برش زیادی دارند یا در صورتی که تیراژ کم باشد کیفیت برش اهمیت زیادی دارد. در اصطلاح عام به پانل بر اتوماتیک کات، دستگاه برش مکانیزه می گویند.
4 نوع ماشین پانل بر تولید می شود که در ادامه به معرفی و بررسی جزئیات آنها می پردازیم:
دستگاه پانل بر تغذیه دستی (ارتفاع برش 90 تا 160 میلیمتر)

دستگاه پانل بر تغذیه اتوماتیک (ارتفاع برش 65 تا 170 میلیمتر)

دستگاه پانل بر تغذیه خودکار جدا کردن و عبور قطعات به صورت اتوماتیک برای تولید بسیار بالا یکی از مهمترین ویژگی های این محصول است.

دستگاه پانل بر فول اتوماتیک
برش و جداسازی ورق و تغذیه و تخلیه اتوماتیک بدون نیاز به اپراتور از مهمترین ویژکی های این مدل است که به صورت اتوماتیک توسط ربات انجام میشود.
هرکدام از انواع پانل بر هایی که در بالا اشاره شد در شرکت هوماگ آلمان تعریف خاصی دارد که به اختصار به نام های زیر شناخته می شود.
در این مقاله سعی شده تمامی مدل ها و آپشن های موجود در پانل بر بصورت کلی مورد بررسی و تشریح قرار گیرد و با مطالعه این مطلب بتوانید تمامی مدلها را شناخته و آپشن های مورد نیاز مصرف خود را شناسایی فرمایید.
با ارتفاع برش 40 تا 160 میلیمتر : این مدل مرسوم ترین دستگاه مورد استفاده در کارخانجات با تولید متوسط رو به بالاست.
میز دستگاه: در این مدل از 3 یا 4 میز استفاده شده که همگی دارای بالشتک هوا بوده و با ساچمه های گرد از خروج هوا جلوگیری می شود و به محض قرار گرفتن ورق ها روی میز باعث تخلیه باد از سوراخ ها شده و مابین قطعه کار ( صفحات ) و میز دستگاه هوا در جریان است که سبب می شود وزن ضخامت کاهش یافته و به راحتی بتوانید آنها را صفحات بزرگ با سایز 366*183 سانتیمتر را با یک انگشت جابجا نمایید.

گونیای دستگاه: در یک طرف از ماشین پانل بر اتوماتیک گونیا قرار دارد که برای برش ورقها لازم است یک وجه از صفحه را به گونیا بچسبانیم گونیا نقطه صفر دستگاه است و سایزی که میخواهیم برش بدهیم از گونیا شروع می شود، جلوی گونیای دستگاه دکمه ای نزدیک اپراتور تعبیه شده که اپراتور بتواند ماشین را بسرعت استارت نماید.

ارابه اره (کالسکه اره): به مجموعه اره اصلی و اره خط زن و متعلقات آنها ارابه اره گفته می شود. این مجموعه با حرکت در محور مشخص شده باعث برش صفحات می گردد با توجه به دستگاهی که خریداری میکنید و میزان برش شما موتور با قدرت های متفاوت برش پیشنهاد میگردد، معمولا موتور اصلی با قدرتی از 3 الی10 اسب بخار و1 تا 2.2 کیلوات برای دستگاه HPP پیشنهاد می گردد. کالسکه اره از یک فلز تشکیل شده است و کنترل فشار جانبی نیز بر روی آن تعبیه شده است. دقت بالا – سر و صدای کم از ویژگی های این ارابه است.

تغذیه پانل: پانل یا صفحات بصورت دستی روی میزهای دستگاه قرار می گیرد، وزن صفحات بخاطر وجود بالشتک هوا که قبلا اشاره شد . کاهش یافته و قطعه کار بوسیله گیره هایی به داخل دستگاه هدایت می شود.
گیره ها (گیره های کارگیر): تعداد 8 تا 10 گیره در دستگاه تعبیه شده است که معمولا 3 تا 5 گیره ای که نزدیک گونیا است 2 تایی و گیره ها یا انتهایی تکی هستند. وقتی پانل روی میز قرار گرفت گیره های پنوماتیک قطعه کار (صفحه) را به داخل دستگاه هدایت می کند. گیره ها بصورت پنوماتیک (باری) عمل می نماید. تعداد این گیره ها در دستگاه قابل کاهش یا افزایش است بطور مثال اگر از صفحات با وزن سنگین ماند کورین استفاده می کنید بهتر از تعداد بیشتری گیره استفاده شود.

انتقال دهنده قطعات Program fance: گیره های کارگیر به روی ارابه ای قرار گرفته استکه به وسیله آن حرکت می کنند به این ارابه (پروگرام فنس) Program fance میگویند. Program fance از دو طرف به شاسی دستگاه متصل است و کنترل آن بصورت الکترونیکی و با اندازه گیری الکترو مغناطیسی با دقت -+.6 میلی متر محل قرار گیری گیره ها را مشخص می نماید. سرعت حرکت Program fance از 80 تا 120 متر دور در دقیقه و وابسته به مدل دستگاه قابل سفارش است. حرکت این ارابه به هیچ وجه سایش نداشته ونیاز به سرویس یا نگهداری خاصی ندارد و فقط کافیست در دوره های مشخص بازدید شود.

تنظیم فشار گیره ها و فک Manual pressure Control: برای کنترل وتنظیم فشار گیره های کارگیر و فک دستگاه 2 عدد تنظیم کننده در دستگاه وجود دارد که با چرخش آنها میزان فشار تنظیم می گردد. به طورمثال وقتی از قطعات سنگین یا هانی کامپ برای برش استفاده می کنید لازم است فشار گیره های زیاد یا (هانی کامپ) کم شود.

خرد کننده ضایعات: برروی گونیا قطعه ای ضخیم از فولاد تعبیه شده که اپراتور قطعات زائد باریک و بلند را می تواند توسط آن خردنماید تا حجم خرده چوب های زائد را کم نماید. لازم است اپراتور زیر گونیا سطح زباله ای را قراردهد و تکه چوب هارا بکمک این خرد کننده فولادی به قطعات کوچکتری تبدیل نماید.

کنترل فشار جانبی جهت برش Side Pressure: وقتی می خواهیم قطعات کوچک یا تعدا زیادی قطعه روی هم را برش دهیم نیاز است تا این قطعات به گونیا بچسبد تا خطای برش را نداشته باشیم به این قطعه Side Pressure گفته می شود. Side Pressure به طور مستقیم روی کالسکه اره ( ارابه اره) نصب شده و تا 25 درصد زمان آماده کردن قطعات جهت برش را کاهش می دهد. این قطعه برای ورق های نازک یا حساس یا تعداد زیاد ورق بسیار پر کاربرد است. لازم بذکر است این سیستم اختراع شرکت هوماگ است.

سیستم قفل اره اصلی Power-Lock: این سیستم باعث می شود بتوانید به راحتی و با سرعت بالا تیغ اره پانل بر را تعویض نمایید و در عین حال باعث قفل شدن تیغ اره دیسکی روی بدنه ارابه می گردد تا از بروز تنش و لرزش تیغه جلوگیری نماید.

سیستم کنترل دستگاه: این دستگاه از دو نقطه قابل برنامه ریزی و کترل است.

سیستم Eco plus (بهینه سازی مصرف): وجود اکو پلاس باعث بهینه سازی منابع از جمله انرژی، وقت ، مواد و پرسنل می شود. تمامی منابع گرانبها هستند و باید حفظ شوند. سیستم اکو پلاس کمک می کند تا افزایش بهره وری و صرفه جویی در هزینه ها را همزمان داشته باشید. با فعال کردن این سسیستم در صورتی که ماشین برای مدت مشخص شده کار نکند به صورت اتوماتیک استند بای شده و مصرف برق را کاهش می دهد. در زمان برنامه نویسی یا ورود اطلاعات در مصرف برق صرفه جویی کرده و روشن شدن بیهوده موتورهای اضافه دستگاه را مدیریت می نماید.

آپشنهای دستگاه پانل بر چوب (Optional): چالشهای ویژه راه حلهای ویژه ای را می طلبد. به کمک استفاده از این آپشن ها می توانید ویژگی های اختیاری را به دستگاه خود اضافه نمایید و با توجه به نیازهای خاص تولید شما، راه حل مناسبی را دریافت نمایید.
برای برش زائده های روکش و محاسبه دقیق قطعه کار 2 پیشنهاد وجود دارد

تغذیه پانل ها: دو روش برای دستگاههای HPP (پانل بر با تغذیه دستی) پیشنهاد میشود: Easy2Feed در صورتی که از ورق های همسان و همرنگ استفاده می کنید. به کمک Easy2Feed می توان پالت ورق ها را از کنار دستگاه وارد محفظه برش نمود و با جک هایی که زیر صفحات تعبیه شده ورق ها را تک تک یا چندتایی برای برش وارد دستگاه نمود.

Feeding: این راه حل به کارگاه هایی پیشنهاد می شود که کوچک هستند و مکان زیادی برای نگه دار یورق ها ندارند به کمک این سیستم ورق ها از بالا داخل دستگاه قرار می گیرد و این روش در عین سادگی عملیات ، برای شما دارای هزینه بالایی است و به کسانی پیشنهاد می شود که کارگاه کوچکی دارند و از نظرمالی مشکلی ندارند.

ویژگی Powerconcept: در مواقعی که برش های کوچک با طول های متفاوت دارید می توان این آپشن را پیشنهاد داد. برش مقاطع که باید باهم برش داده شوند. گیره کارگیر اضافی این آپشن به طور مستقیم حرکت می نماید و با یک برش می توان دو قطعه با طول های متفاوت را برش زد و کارگیر این سیتم تا 40% باعث بالا رفتن راندمان برش می شود.

بالشتک هوا در خط برش: با اضافه کردن این ویزگی به دستگاه، میز ماشین در خط برش بر بالشتک هایی همانند میزهای دستگاه مجهز می گردد که بیشت ربه کسانی پیشنهاد می شود که میخواهند قطعات با وز بالا (سنگین) را برش بزنند.

میز متحرک: میزهای استاندارد دستگاه را نمی توان جابجا نمود ولی درصورت خریداری این آپشن یک یا چند میز را می توان به طور مستقل حرکت داد و برای برش قطعات حساس به خط خش پیشنهاد می گردد.
شیارزن: به وسیله این آپشن می توان شیار ایجاد کرد که عمق شیار و عرض شیار توسط اپراتور قابل انتخاب و اجرا است.

ویژگی Cut out: برای ایجاد یک برش چهار گوش در قطعات کار (صفحه) از این آپشن استفاده می شود.

ویژگی Stress-elimination: معمولاً ورق های پرس شده بعد از برش طولی کاس و سینه می شوند و انرژی درونی ورق باعث کج شدن خط برش می گردد. برای ازبین بردن این ایراد کافیست این آپشن اضافه شود. دستگاه بعد از اپتیمایز شیار با برش کوتاهی در نزدیک برش اصلی ایجاد میکند تا استرس یا فشار ورق را تخلیه کند و برش صافی داشته باشید.

برش های دستی در زاویه: این آپشن برش در زاویه را امکان پذیر می سازد. کنترل این فرآیند توسط CADmatic مهیا شده است.

سری HPP هوماگ به مدلهای زیر تقسیم بندی می گردد که بالارفتن شماره هرکدام ویژگی هایی را به دستگاه اضافه می کند.

این امکان توسط هوماگ ثبت اختراع گردیده است. ویژگی خاصی که در دستگاه های HPP سری 3 به بالا قابل نصب است، تنظیم اتوماتیک خط زن توسط دوربین است. دقت این تنظیم 5.56 میلیمتر است و حدود یک دقیقه زمان می برد.

برای برش تخته های چوبی یا پانل های روکش شده می توان از این آپشن استفاده کرد. خط برش توسط نور لیزر قبل از برش مشخص می گردد با تشخیص اپراتور در صورتی که خطایی در هنگام برش وجودداشته باشداصلاح می گردد.
برای علامت گذاری و مشخص کردن اطلاعات قطعات کار بعد از برش استفاده می گردد. این برچسب توسط اپراتور قابل سفارشی سازی است و می توان تمامی اطلاعات اعم از اطلاعات نوار کاری، برش، مکان قرارگیری قطعه، لوگو شرکت و بارکد و هر اطلاعاتی که مورد نیاز باشد را برروی برچسب چاپ نمود (این مدل چاپگر بیرون دستگاه و کنار گونیا نصب می گردد). لازم به ذکر است که 2 نمونه دیگر چاپگر لیبل وجود داد که یکی قبل از برش و دیگری بعد از برش قرار دارد و قطعات برشکاری شوند را برچسب گذاری میکنند که در ادامه اشاره می شود.
این چاپگر در محور خط برش حرکت می نماید و پس از به طور اتوماتیک برچسب را به قطعات می چسباند.

تمامی کارآیی استاندارد و آپشن هایی که در ماشین های HPL وجود داشت دقیقا در این سری (HPL) نیز قابل استفاده است. تنها فرقی که وجود دارد تغذیه پانل ها و صفحات از پشت دستگاه است. در این سری (HPL) از ماشین ها این امکان وجود دارد که پانل ها به صورت پالت از پشت دستگاه تغذیه گردد.


شاسی SORBTECH: بدنه اصلی دستگاه از SORBTECH ساخته شده است استفاده این بدنه باعث می شود که هر چه ماشین سریعتر کار کند، لرزش کم شده و سطح صدا کاهش یابد. سرب تک ماده ای نوآورانه ای است که از ترکیب سنگهای سخت خرد شده (شن و ماسه) و فولاد ریخته گری شده مذاب ساخته شده است. در نتیجه در برابر پیچش مقاوم، کم ارزش، بدون تنش، ساکت و پایدار است و بدین ترتیب دقت و سرعت برش افزایش یافته و طول عمر دستگاه افزایش می یابد.
مزایای SORBTECH نسبت به فولاد

این ماشین از ترکیب دو دستگاه HPL و HPP تشکیل شده است.
در این مدل (HKL) بعد از ورود پانل های بزرگ از پشت دستگاه برش های اولیه عرض (توسط دستگاهی شبیه HPL) انجام می گردد و سپس قطعات برای برش طولی به دستگاه دوم (توسط دستگاهی شبیه HPP) منتقل می گردد و برش نهایی انجام می پذیرد.
وضعیت امروز/روند بازار: برای دپو مواد اولیه از جمله پانل های (صفحه ها) چوبی و یا اضافه پانل ها چند روش وجود دارد که معایب و محاسن خاص خود را دارد. در ادامه به بررسی این روش ها می پردازیم:
در این بخش ممکن است چندین بار چیدمان تغییر کند که بسیار وقت گیر خواهد بود و حداقل یک دستگاه لیفتراک مورد نیاز است و برای انتقال پانل ها توسط ماشین لیفتراک فضای زیادی را اشغال می نماید.

معمولاً برای باقی مانده صفحات (پرت قطعه کار) روشی اندیشیده نمی شود و این قطعات در گوشه ای از کارخانه بطور نامنظم دپو می گردد که باعث سرگردانی اپراتورها می شود.

بیشتر تولیدکنندگان مصنوعات چوبی با حجم زیادی از قطعات برش خورده مواجهند که هرکدام راهکار سفارشی خود را اجرا می کنند و باتوجه به فضای موجود سردرگمی در پی دارد. در بیشتر موارد اندازه قطعات، رنگ های متنوع و… باعث بوجود آمدن ناهماهنگی وهرج و مرج در سیستم می گردد و پیدا کردن قطعات بسیار وقت گیر است. ممکن است بسیاری از قطعات به خط و خش حساس باشند و نتوان آنها را روی هم قرار داد.

سیستم های ذخیره سازی TLF: در این سیستم تعداد ذخیره متریال (پانل ها) بسیار بالاست و نیازی بوجود ماشین لیفتراک نیست، بارگیری و انتقال پانل ها از روی هم انجام می پذیرد. تنوع رنگ، تعداد زیاد به هیچ وجه اهمیت ندارد و فاصله پالت ها با هم بسیار ناچیز است.

در این سیستم بدون هدر رفتن زمان، مواد اولیه (صفحات) به سمت پانل بر منتقل می گردد و می توان با هر پانل بری عملیات برش را انجام داد. در این سیستم وجود چاپگر لیبل پرینتر و POWER CONCEP (خرد کردن طولهای مختلف با یک برش) باعث برش سریعتر و اتلاف زمان می گردد.

توسط مانیتور دستگاه تمامی روند برش و دنبال کردن قطعات بصورت سه بعدی قابل کنترل است و با برچسب گذاری قطعات به هیچ وجه قطعه کارهای برش خورده گم نمی شوند و براحتی شناسایی می گردند.

این سیستم توانایی انطباق برای انواع چیدمان ها را دارد. با ترکیب سیستم HPP و TLF برای هر سطحی از کارخانجات راه حلی وجود دارد
Software CADmatic Saw control system

این نرم افزار برروی دستگاه پانل بر نصب می گردد و بیش از 30 سال است که اپراتورها از این نرم افزار استفاده می کنند و سه مدل از این نرم افزار هم اکنون در سراسر جهان استفاده می گردد.
CADmatic 4.1 PRACTIVE: نرم افزار کنترل که برروی سری های 1 و 2 همه ماشین های هوماگ نصب شده است.
CADmatic 4.1 PROFESSIONAL: این نرم افزار عملکرد لمسی داشته و به اپراتور کمک می کند ویژگی های بیشتری را در اختیار داشته باشد.
CADmatic 5 : آخرین نسخه موجود HOMAG با ویژگی های منحصر به فرد ، لمسی و بصورت استاندارد از سری 3 به بعد قابل استفاده است.
CADmatic 4.1
این نرم افزار امکان را فراهم می کند که بتواند تمامی عملیاتی که دستگاه انجام می دهد را به صورت سه بعدی ببینید و تمامی اطلاعات مفید در خصوص طریقه قرار گیری قطعه کار و فرآیند برش نمایش داده می شود.
این نمودار اطلاعات مربوط به برش قطعات را نمایش می دهد. این نمودار قطعات برش خورده را با رنگ سبز نمایش می دهد و همچنین به اپراتور اعلام میکند که ورق ها از چه سمتی وارد دستگاه نماید.
مهمترین عملکرد های دستگاه را می توان توسط این دکمه ملاحظه نموده و با کلیک روی ایم دکمه اعلام وضعیت دستگاه بر روی صفحه نمایان می گردد.
با نوار اعلانی که در این قسمت فعال شده، تمامی عملکرد ها قابل انتخاب است. از جمله روشن یا خاموش کردن موتور اره، موتور خط زن، بالشتک هوا در میزها، فشار بیم، فشار جانبی و …

CADmatic 5: کنترل بصری ماشین سریع و واضح در آخرین نسخه از نرم افزار کنترل کاربری مهیا شده است این صفحه عریض با قابلیت تاچ اسکرین عرضه می گردد.

ویژگی های نرم افزار کنترل CADmatic تنوع بسیار زیادی را به شما ارائه می دهد که به بررسی آنها می پردازیم و در ادامه قابلیت های سفارشی را نیز بررسی می کنیم.

ورود نقشه برش: اینجا می توان تمام داده های مورد نیاز برای برش را وارد کرد.
ورود نقشه برش در CADmatic 4

ورود نقشه برش در CADmatic 5

برش در موقعیت ثابت در CADmatic 4

برش در طول ورق در CADmatic 4

برش در طول ورق در CADmatic 5

برش قطعات همسان در CADmatic 4

برش قطعات همسان در CADmatic 5

دیاگرام پشتیبانی و خدمات در CADmatic 4

دیاگرام پشتیبانی و خدمات در CADmatic 5

ذخیره اطلاعات برش در CADmatic 4

ذخیره اطلاعات برش در CADmatic 5

مدیریت پارامترها در CADmatic 4

مدیریت پارامترها در 5 CADmatic

زمان تعویض ابزار (تیغ اره یا خط زن) رسیده است یا خیر؟
در صورتی که از تیغه های مختلف استفاده کرده اید کدام باز دهی بیشتری برای شما داشته است و در صورتی که به دلیل فرسودگی باید ابزار تعویض شود، به سادگی ابزار را باز نشانی کنید.


برش در زاویه CADmatic 4 (این ویژگی در سری HPP200 قابل انتخاب است)

برش در زاویه 5 CADmatic

تخلیه استرس ورق در CADmatic 4

تخلیه استرس ورق در 5 CADmatic

برچسب گذاری در CADmatic 4

برچسب گذاری در 5 CADmatic

بهینه سازی در CADmatic 4

بهینه سازی در CADmatic 5

بهینه سازی سریع و به موقع در CADmatic 4

بهینه سازی سریع و به موقع در CADmatic 5

پیگیری حرکت قطعات در CADmatic 4

پیگیری حرکت قطعات در CADmatic 5


برای انجام صحیح این اتصال سه روش وجود دارد
1- مدیریت مکان ذخیره سازی مواد اولیه برای برش : شما می توانید یک استراتژی ذخیره سازی سفارشی را اتخاذ کرده و میانبر ها را مرتب کنید و با توجه به مواد اولیه ، اندازه ها ، موقعیت آنها چیدمان نمایید .

2- پس از نصب ماژول ، باید طول و عرض و ارتفاع هر محفظه را در انبار مشخص کنید و پس از برش قطعه کار و خروج از دستگاه پانل بر ، برچسب گذاری انجام شود.
اگر بخواهید الگوی برش جدیدی تولید کنید دو مورد وجود دارد.

3- استفاده از بارکد اسکنر: اپراتور دستگاه با استفاده از سهت افزار اسکنر می تواند برچسب را اسکن نماید و اگر الگوی برش رزرو شده باشد چراغ قرمز روشن میشود و اگر چراغ سبز روشن شود رزرو باید وارد دستگاه شود. در موارد معدودی ممکن است چراغ آبی روشن شود که نشان می دهد اپراتور باید جزئیات بیشتری را وارد نرم افزار نماید.

برش زاویه اتوماتیک Automatic angle cut: با انتخاب این ویژگی به طور دقیق می توان قطعات زاویه دار را برشکاری کرد و نیازی به تنظیمات دستی اپراتور ندارد.

نظارت یکپارچه با دوربین: برای پانل برهای بزرگ می توان این آپشن را خریداری کرد . زمانی که اپراتور به میز عقب یا جایی از دستگاه که دور از دسترس است می توان بوسیله دوربین از قطعات فیلمبرداری کرد و در مانیتور دستگاه مشاهده نمود همچنین امکان ضبط تصاویر دوربین برای عیب یابی وجود دراد و می توانآنها را برای بخش فنی شرکت سازنده یا خدمات دهنده ارسال نمود.

نرم افزار کات رایت Cut Rite software
نرم افزار بهینه ساز یبرای فرایندهای برش
شرکت HOMAG برای بالا بردن سرعت و کیفیت برش در پانل برهای این شرکت نرم افزار کات رایت را پیشنهاد می کند این نرم افزار با قابلیت بروز رسانی این امکان را فراهم می کند تا روند رو به جلویی داشته باشید. برای آشنایی بیشتر اطلاعات این نرم افزار را بررسی می کنیم.
فرمول Cut Rite برای موفقیت شماست . تمام ویژگی هایی که برای شما مهم است هر زمان که به ماژول های بیشتری نیاز داشته باشید براحتی می توان آنها را اضافه نمود. Cut Rite برای همه ماشین های صنعت چوب قابل سفارش است و با لمس یک دکمه اطلاعات را تحلیل و قابل اجرا نمود . همچنین در صورتی که نیاز به سفارشی سازی باشد می توا آنرا با نیاز فرد پیکربندی نمایید و از تمام نیازها و نتایج گزارش تهیه کرد.
این ماژول به شما کمک می کند تا با تولید فوری داده برای تمام قطعات پر کاربرد خود ، سریعتر برای تولید آماده شوید تمامی جزئیات قطعه کار را می توان چاپکرد و محصول را بعد از برش تا خروج از کارخانه دنبال نمود.


برنامه نویسی با پیوند با CNC: برای ساده سازی تولید در یک فرآیند بسیار کارآمد ، دقیق و یکپارچه ، به سادگی این ماژوا را انتخاب کنید . تمامی اطلاعات ماشین کاری ، سوراخکاری و …که توسط CNC قابل انجام است را می توان با این ماژول در اختیار داشت و بوسیله آن سرعت ابزار داده ه ای خاص ابزار ، اطلاعات ورق و هر آنچه مورد نیاز است را در اختیار اپراتور قرار داد.


و در آخر: نرم افزار Cut Rite به شما امکان میدهد تا با بررسی لیست قطعات مشخص کند که عملیات برش توسط پانل بر انجام شود یا CNC صفحه تخت. تشخیص لیست برش فرآیندی زمان بر است که با استفاده از این نرم افزار براحتی می توان خروجی دستگاههای مختلف را تحت کنترل داشت.

4- HPS
برش در مقیاس بزرگ: با تولید HPS انقلابی در برش بوجود آمده این ماشین بدون نیاز به اپراتور می تواند قطعات را برش داده و جابجا نماید و بطور کاملا مکانیزه ، کارهای محوله را به انجام برساند.

یک نوآوری با مزایای بیشمار: نکات برجسته ای در این ماشین وجود دارد . تغذیه اتوماتیک، تخلیه خودکار ، برچسب گذاری اتوماتیک و کار نامحدود از ویژگی های بارز این ماشین ست . ظرفیت تولید حداکثر 1500 قطعه در هرشیفت وجود دارد که ماکزیمم تعداد ورق نامحدود است .
متعلقات دستگاه HPS

اندازه صفحات ( ورق ها ) در کشورهای مختلف فرق میکند بطور مثال در اتحادیه اروپا بیشتر سایزهای کوچک ورق مورد استفاده قرار می گیرد و در کشورهای آسیایی بیشتر از ورق با سایز بزرگ استفاده می شود. به طور کلی صفحات mdf و نئوپان و سایزآنها با سایز های استاندارد زیر ساخته می شود: ولی ضخامت و ابعاد ورق در کشور ما از جدول زیر پیروی می کند.

شرکت HOMAG برای راهنماییدر مورد راندمان برش دستگاههای پانل بر خود چند استاندارد معتبر را در نظر گرفته و براساس ان جدول زیر را ارائه داده است با بررسی این جدول می توان راندمان برش تک ورق و چندورق را در دستگاههای پانل بر اندازه گیری کرد.
الگوهای برش برای کشور های اتحادیه اروپا ، سوئیس و لیختن اشتاین
اندازه پانل 2800*2070 mm با ضخامت 16mm

الگوی برش برای بقیه کشورهای جهان

تمام داده های عملکرد دستگاه تحت شرایط آزمون یکسان تعیین شده اند که در هر دستگاه قابل مقایسه است
داده های عملکرد برای کشورهای اتحادیه اروپا


پارامترها و شرایط
اصول اساسی آزمون: زمان های اندازه گیری شده براساس پارامترهای مشخص شده است ، یعنی تنظیمات خاصی از دستگاه فرض می شود . اندازه صفحه ( ورق) ، الگوی برش ، ارتفاع صفحه ( ورق ) هر زمان برای جابجایی و تغذیه ورق نیز یکسان بوده و از عوامل اصلی هستند . از این رو ، مدت زمان زیاتعاد خروجیوتعداد موارد مشخص شده فقط برای الگوهای برش تعریف شده اعمال می شود .
همانطور که قبلا اشاره شد مقررات و استانداردهای کشورهای اروپا ممکن است با بقیه جهان متفاوت باشند ( مابقی کشورها به جز کشورهای اروپایی ROW ( بقیه جهان ) نام گذاری شده است
1- مبنای محاسبه حجم خروجی ، متر مکعب در ساعت است ( m3/h )v=l*b*h
L و b : ابعاد ورق قبل از برش ( که در اینجا 2470*1250mm یا 2800*2070mm ) یعنی حجم قطعات و ضایعات
b : ارتفاع تیغ اره اصلی h=15mm
2- مبنای محاسبه قطعات خروجی برحسب ساعت
a ) تعداد قطعات در هر الگوی برش
b ) تعداد پانل ها ، هرکدام با ضخامت 16 میلیمتر
3- سایر اطلاعات
تمامی نتایج بطور مداوم تهیه شده و اندازه گیری ها بصورت مقطعی انجام شده است .
تایید اپراتور
برای چرخاندن ورق در ابتدای کار 7 ثانیه زمان در نظر گرفته شده است .
برای چرخش ورق ها در بار دوم به بعد 12 ثانیه زمان در نظر گرفته شده است .
برای برش ابتدای ورق ها 12 ثانیه زمان در نظر گرفته شده است .
زمان چرخش قطعات برای برش چند ورق با ارتفاع 1102 میلیمتر 4 ثانیه زمان در نظر گرفته شده و برای برش قطعات با ارتفاع بیشتر بصورت خطی زمان محاسبه شده است .
اکولاین (ecoline): فناوری که واقعا بازده دارد . انرژی ، وقت ، مواد و پرسنل منابع بسیار ارزشمند و گران قیمت ههستند بنابراین منطقی است که برای ساختن روشهای تولید به همان اندازه کارامد فکر کنیم. با استفاده از ecoline در پانل بر اتوماتیک میتوان بطور چشمگیری در هزینه ها صرفه جویی کرد .
* چه انتظاری از خرید دستگاه پانل بر جدید دارید ؟
بدیهی است که شما انتظارات زیادی دارید و می خواهید به افزایش چشمگیر مد نظر خود برسید . خرید دستگاه پانل بر اتوماتیک باید دوره باز پرداخت کوتاه و عملکرد و کارایی بالایی برای شما داشته باشد .
با استفاده از سیستم اکولاین تا 20 درصد انرژی کمتری مصرف می کنید .
*منافع شما از خرید پانل بر اتوماتیک چیست ؟
با استفاده از اکولاین در پانل برهای هوماگ موارد زیر را نجات می دهید :
با فشردن دکمه ecoline تمام سیستم های مصرف کننده انرژی در حالت خواب قرار می گیرند و اگر دوباره دکمه فشرده شود در عرض چند ثانیه به حالت عادی بر می گردد . این صرفه جویی زمانی مورد نیاز است که دستگاه به هر دلیلی لازم است برای مدتی آماده بکار باشد . اگر این دکمه در هفته 8 ساعت فعال باشد تقریبا 244 یورو صرفه جویی انرژی دارد

با فعال شدن دکمه اکولاین دستگاه عملکرد طبیعی خود را متوقف کرده و در اسرع وقت اره اصلی و اره خط زن بطور خودکار خاموش می می وشند . تمام درایو های سرور از شبکه های اصلی قطع می شوند . مانیتور دستگاه در حالت آماده بکار قرار گرفته و فقط ولتاژ کنترل حفظ می گردد تا بتواند بلافاصله بکار ادامه دهید . نرم افزار CADmatic مصرف انرژی دستگاه را در لحظه نمایش می دهد و براحتی می توان میزان مصرف یا صرفه جویی را مشاهده نمود.

برای کسب اطلاعات بیشتر درباره دستگاه های پانل بر ، قیمت و موجودی دستگاهها با ما تماس بگیرید.