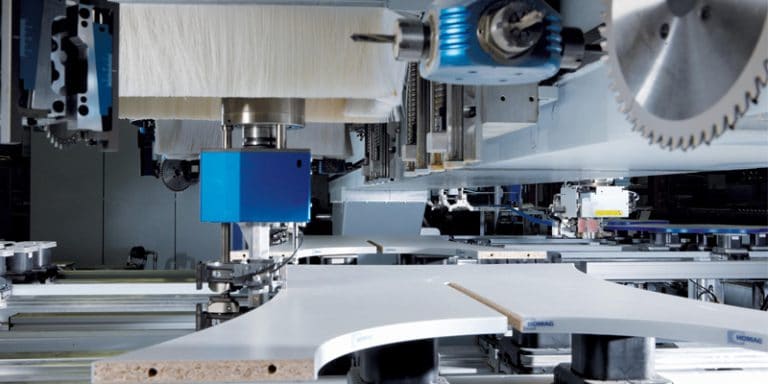

دستگاه سی ان سی اینتک 100 توسط مهندسان ایرانی طراحی و ساخته شده و به دلیل قابلیتهای جذابی که دارد، طرفداران زیادی پیدا کرده است. این دستگاه به ابزارهای متعددی مجهز شده و به همین دلیل میتوانید از آن برای برش، سوراخکاری، منببت، تراش و حکاکی روی مواد مختلفی از چوب گرفته تا فلز و کامپوزیت استفاده کنید.
از دستگاه INTECH 100 میتوان برای کارگاههای کوچک تا کارخانجات صنعتی استفاده کرد. با بررسی سی ان سی اینتک 100 همراه ما باشید تا با ویژگیهای این دستگاه بیشتر آشنا شوید.
ویژگیهای برجسته دستگاه سی ان سی اینتک 100
در این بخش با مهمترین ویژگیهای این دستگاه آشنا میشوید که عبارتند از:
-
به لطف وجود موتور HSD ایتالیا و اسپیندل هواخنک 2/9 کیلووات، برای کار روی ورق 16 میلیمتر با ابزار 8، مقدار توان مصرفی اسپیندل برابر 6/1 کیلووات است. بنابراین قابلیت کار روی 6 تا 7 ورق ام دی اف 16 میل وجود دارد.
-
موتور حرکت محور طولی با قدرت موتور 75/0 کیلووات
-
دارای سیستم روغنکاری
-
سیستم خورشید شانهای برای حرکت نرم تر در محور طولی در زمان کار و لرزش کمتر دستگاه
-
دارای 4 زون بوده که به وسیلهی شیرهای پنوماتیکی و برقی قابل کنترل است. بسته به سایز قطعه و وضعیت کار میتواند زونها را روشن/خاموش کند.
-
این دستگاه دارای 107 چشمه مکش است. در دستگاههای موجود در بازار، معمولا 12 چشمه مکش وجود دارد. بیشترین مکش معمولا در بالای چشمهها اتفاق میافتد. مکش از 107 نقطه انجام میشود در نتیجه مکش کاملا روی سطح میز پخش میشود. نقطه صفر هم دارای مکش میشود که در سایر دستگاهها اینطور نیست. حداقل ابعاد قطعه کار در این ماشین 8 سانتیمتر است.
-
قابلیت نصب 2 پمپ وکیوم دارد.
-
گریپر 10 تایی (مفید 6 تایی) دارای بخش تشخیص طول ابزار
-
به صورت استاندارد یک پمچ وکیوم 300 به همراه دستگاه داده میشود. پمپ وکیوم دوم بسته به نیاز مشتری و شکل قطعه کار به صورت آپشن به مشتری داده میشود.
دستگاه اینتک 100 به دو نوع سی ان سی مجهز است که عبارتاند از:
- صفحهای: کار روی سطح قطعه کار و برش کاری
- کنسولی: کار روی سطح کار و برش کار-زمانی که شخص پانل بر دارد. با پرتی کمتر برش میزند
انواع پمپ وکیوم
این دستگاه سه نوع پمپ وکیوم مختلف دارد.
- هوا خشک: گران ترین -از نظر ابعاد کوچکترین- وکیوم تمیزتری نسبت به سایر انواع پمپ وکیوم ها انجام میدهد.
- روغنی
- آبی: از نظر ابعاد از همه بزرگتر است.
نکات مهم برای کار با دستگاه سی ان سی اینتک 100
برای کار با دستگاه سی ان سی چوب اینتک 100 برخی نکات است که باید از آنها مطلع باشید. در ادامه به این نکات اشاره میکنیم.
-
بسته به ابعاد قطعه کار، زون مد نظر را فعال میکنیم.
-
تابلو برق روی دستگاه معمولا پشت مانیتور-مانیتور قابل حرکت دارد.
-
گریس کاری این دستگاه به صورت دستی انجام میشود.
-
به طور معمول دستگاه دارای یک نقطه صفر و صفر دارد. به عنوان آپشن میتواند چهار نقطه صفر و صفر داشته باشد.
-
دستگاه دابل فریم بوده، برای جلوگیری از تاب برداشتن صفحه سی ان سی
-
برای برش کاری روی قطعه کار، از یک ورق به عنوان پیش مرگ برای جلوگیری از آسیب به میز اصلی استفاده میشود.
-
خوراک اره در برش با سی ان سی 12 تا 16 میلی متر، در برش با پانلبر 4/4 میلیمتر و در برش با دورکن 2/3 میلیمتر است. به همین دلیل برش کاری با CNC توجیه اقتصادی ندارد.
-
شیار مضاعف روی صفحه نستینگ ماشین: سیال و فشار تابع سطح است. هرچه سطح بیشتری مورد مکش و وکیوم قرار گیرد گیرایی افزایش پیدا میکند.
-
نرم افزار رادونیکس (RADONIX) به صورت پیش فرض روی سی ان سی اینتک 100 نصب شده و بسته به درخواست مشتری سایر کنترلرها قابل نصب است.
-
رفرنس (هوم) کردن ماشین: حرکت ماشین به نقطه صفر و صفر که تنظیم شده، برای این کار وارد محیط MCC (ماشین کنترل) شده و روی بخش هوم کلیک میکنیم. در این حالت، ابتدا محور Z از قطعه کار دور شده و محور X و Y به سمت منفی حرکت میکند تا نقطه صفر را پیدا کند (بر اساس عملکرد سنسور). در این حالت نقطه Absolute صفر میشود.
-
هر بار از نرم افزار خارج میشویم یا ماشین را خاموش میکنیم باید ماشین را رفرنس کنیم.
-
نقطه صفر Relative یا نقطه صفر قطعه کار: در نزم افزار آرت کم برای قطعه تعریف میشود.
گزینه های محیط MCC
محیط MCC دستگاه چهار گزینه مختلف دارد که عبارت است از:
- پیام های خطا: به صورت اعلانی، اخطاری و آلارم
- دکمه های وضعیت ماشین: به رنگ های قرمز، زرد،آبی و …
- وضعیت محورها: به لحاظ خطای محورها
- روشن/خاموش کردن
نکات مربوط به اسپیندل
بدون ابزار اجازه ران کردن اسپیندل را نداریم. باید بعد از پایان کار ابزار را دستی یا از طریق تول چنج برداریم. دوران اسپیندل نسبت مستقیمی با بالانس بودن ابزار و سیستم کلمپ و کولت دارد.دور کلمپهای چینی 18000 دور، آلمانی 24000 دور (لایکو 24000 دور و 36000 دور) میباشد. حداقل دور کلمپ 12000 دور میباشد.
بر اساس صدای ابزار، نوع ماشین کاری و کیفیت ماشینکاری میتوان دور مناسب ابزار را بدست آورد.
- Go to home: حرکت ماشین به نقطه صفر و صفر
- گرم کردن اسپیندل (Warm up): انتخاب ابزار مناسب و قرار دادن داخل اسپیندل. بالا بردن سرعت اسپیندل به صورت دستی طی پروسه ای به مدت 5 الی 6 دقیقه یا از طریق نوشتن G-code
محیط تعویض ابزار (Tool Change): در نرم افزار آرت کم یا کد کم تعریف شده و دستگاه به صورت اتوماتیک ابزار را تعویض میکند.
Set tool: زمانی که تعویض ابزار انجام می¬شود چون ابزارها ارتفاع متفاوتی دارند باید دستگاه تشخیص بدهد که ارتفاع ابزارها چقدر است. این بخش با کمک سنسورهای موجود در دستگاه میزان ارتفاع ابزارها را مشخص میکند. جاگذاری ابزار به صورت دستی با رعایت ترتیب شماره انجام می¬شود.
محیط Assignment: جایی که G-code به زبان CNC تبدیل می¬شود. در بخش Open G-code برنامه تعریف شده را اجرا میکنیم.
بخش Feed Speed: تعریف سرعت برشکاری و ماشین کاری
فرضا اگر سرعت را روی 8 تنظیم کنیم و Feed Speed روی 100 درصد باشد با سرعت 8 کار انجام میشود. حالا اگر Feed Speed روی 50 درصد باشد با سرعت 4 کار انجام میشود.
بخش Jog Speed: جابجایی های ماشین از نقطه A به B یا عملیات تعویض ابزار
تعمیر و نگهداری دستگاه
در انتها نکاتی که درباره تعمیر و نگهداری درست از دستگاه سی ان سی اینتک 100 لازم است بدانید را بیان میکنیم.
- نظافت و بادگیری محورها قبل از قطع کردن وکیوم
- نظافت محورها در بخش سیستم حرکت خطی به کمک گریس پمپ مرکزی: 3 پمپ انجام میشود هر بار به اندازه 5 سی سی برای محورهای X؛ Y و Z و حرکت محوری Z با گریس استاندارد EP000
- پمپ وکیوم در بازه زمانی مشخص تعویض میشود.
- بعد از تعویض پمپ وکیوم در 100 ساعت اول کار پمپ، باید روغن تعویض شود.
- خاک داخل پمپ وکیوم با جاروبرقی گرفته شود.
- نظافت تابلو برق با جاروبرقی یا مکنده
- بازدید دوره ای از گریپرها: بین 1 تا 2 سال مستهلک میشود.
- باد دستگاه حتما شامل درایر (برای گرفتن رطوبت از هوای فشرده) باشد.
- باد ورودی دستگاه باید عاری از رطوبت و روغن باشد.